| Anorganische Chemie ist eine frei verfügbare Einführung in die anorganische Chemie. Details zum Buch finden Sie im Editorial.... |

|
Home  Grundlegende Begriffe Lot und Löten Grundlegende Begriffe Lot und Löten |
||||||||||||||||||||||
| Siehe auch: Legierungen - Grundlagen | ||||||||||||||||||||||






|
  |
|||||||||||||||||||||
Lot und LötenAutor: Hans Lohninger
Beim Löten werden zwei Werkstoffe mit einer Legierung (dem "Lot") verbunden, die im geschmolzenen Zustand die beiden zu verbindenden Grenzflächen benetzt und dadurch verbindet. Die Löttemperatur (Arbeitstemperatur) muss so gewählt werden, dass zwar das Lot schmilzt, nicht aber die zu verbindenden Werkstoffe. Die zwei für das Löten erforderlichen Grenzflächenprozesse sind einerseits die Ausbreitung des flüssigen Lotes und die damit verbundene Benetzung, und andererseits die Diffusion des Lotes (oder Teilen davon) in die Grenzfläche der Werkstoffe. Man unterscheidet je nach Schmelztemperatur des Lotes drei Arten des Lötens:
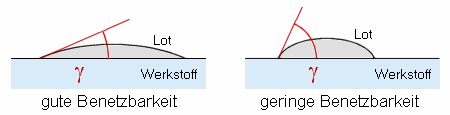 Damit das Lot die Grenzflächen gut benetzen kann, muss der Benetzungswinkel γ möglichst niedrig sein (kleiner als 30°). Die Benetzbarkeit hängt von der Möglichkeit ab, dass das Lot und der Werkstoff Mischkristalle oder intermediäre Verbindungen bilden können. Dazu reicht schon eine sehr geringe Löslichkeit aus. Bei gänzlicher Unlöslichkeit des Werkstoffes im Lot (oder umgekehrt) kann eine Lötverbindung nicht erzeugt werden (Eisen kann z.B. mit Bleilot nicht gelötet werden).
Damit das Lot die Grenzflächen gut benetzen kann, muss der Benetzungswinkel γ möglichst niedrig sein (kleiner als 30°). Die Benetzbarkeit hängt von der Möglichkeit ab, dass das Lot und der Werkstoff Mischkristalle oder intermediäre Verbindungen bilden können. Dazu reicht schon eine sehr geringe Löslichkeit aus. Bei gänzlicher Unlöslichkeit des Werkstoffes im Lot (oder umgekehrt) kann eine Lötverbindung nicht erzeugt werden (Eisen kann z.B. mit Bleilot nicht gelötet werden).
Wichtig für die Benetzbarkeit ist auch die Reinheit der Oberfläche der Werkstücke. Dazu müssen eventuelle Rost-, Fett- oder Lackreste mechanisch oder chemisch gelöst werden, und die Oberfläche mit Säure gebeizt. Da die meisten Metalle an der Oberfläche eine meist sehr dünne Oxidschicht aufweisen, wird diese mit einem zugesetzten Flussmittel reduziert bzw. gelöst und abtransportiert. Als Flussmittel dienen je nach Art der Lötverbindung Kollophonium, Borverbindungen, Chloride und Fluoride. Korrosive Flussmittel müssen nach dem Löten entfernt werden.
Beim Löten tritt an der Grenzfläche in Abhängigkeit der Temperatur eine Diffusion des Lotes in das Werkstück und umgekehrt auf. Die Dicke der gebildeten Legierung an der Grenzfläche hängt unmittelbar mit der Temperatur zusammen. Dabei bilden sich in der legierten Grenzfläche Mischkristalle, die für die Festigkeit der Verbindung sorgen. Die Art der legierten Zone hat wesentlichen Einfluss auf die Festigkeit der Lötverbindung. So kann es durch Verwendung eines falschen Lotes zu Brüchen der Lötverbindung kommen (z.B. kaltverformter Stahl, der bei hoher Arbeitstemperatur mit einem Zink-haltigen Lot gelötet wurde; dabei diffundiert das Lot in die unter Spannung stehenden Korngrenzen und verursacht eine Korngrenzentrennung, die letztendlich zum Bruch führt). Die folgende Tabelle gibt einige Beispiele verschiedener, häufig benutzter Lote, wobei die bleihaltigen Lote zunehmend durch bleifreie Lote ersetzt werden:
|
||||||||||||||||||||||
| Home Grundlegende Begriffe Lot und Löten |
|
|||||||||||||||||||||

Last Update: 2013-08-08